



























































On site installation and commissioning
We shall dispatch our most experienced technicians to perform and guide the on site installation and commissioning in our client's plant; provide operation, production and maintenance training.



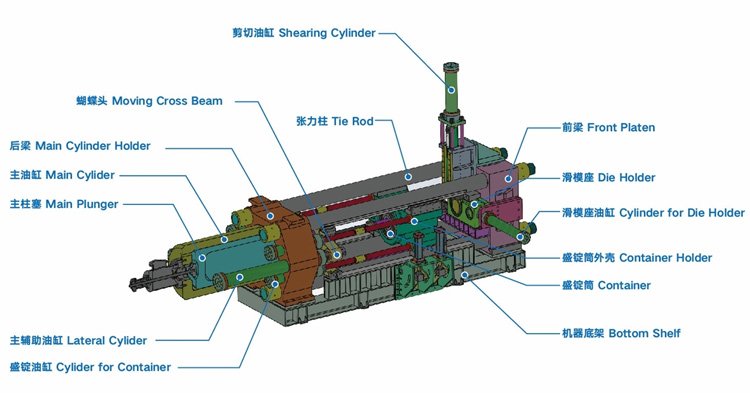
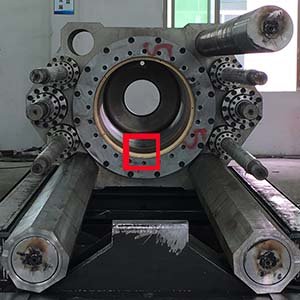
Cast iron main cylinder
After years working, easy to crack

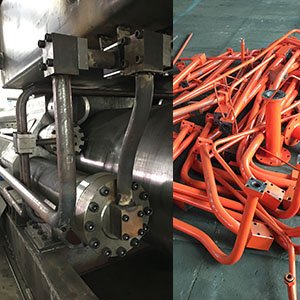
Forged steel main cylinder
Solider, longer service life

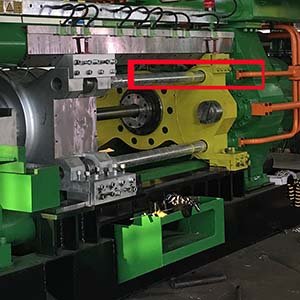
None pre-stressed tie rods
The elastic deformation is not good for profile quality and die mold use life
Pre-stressed tie rods
Significantly reduces the elastic deformation when extruding, good for profile dimension precision and die mold life is longer

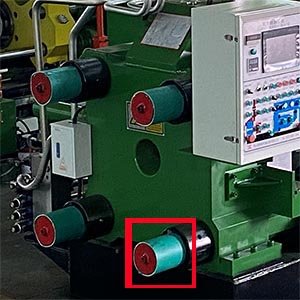
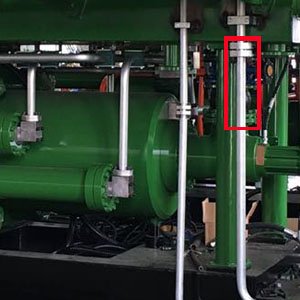
Front container sealing cylinders
Cylinder seals near the hot container, use life is short
Back container sealing cylinders
Cylinder seals are far away from the container, longer use life

Nodular cast iron main cylinder
bushing
Lower cost, fragile than tin bronze
Tin bronze main cylinder
bushing
Better for long time precise wearing, cost is higher

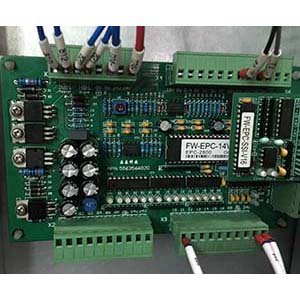
Three-phase asynchronous motor
Lower cost, but higher energy consumption; less maintenance requirment

Servo motor
Energy saving 10-30%; but higher cost; work with servo driver, more maintencance required
Section speed function
The speeds of each stage of action are set separately
Constant speed function
The extrusion speed is constant

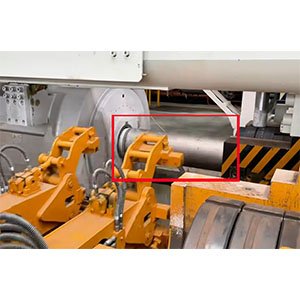
Loose dummy block
This type of dummy block mainly used in 3.5-5 inches long stroke aluminum extrusion press to save dummy block cost. Our design can detect the dummy missing or misdirection situation to avoid damage or down time caused

Fixed dummy block
This type of dummy block mainly used in 6 inches or bigger short stroke aluminum extrusion press to save labor cost and for fully automatic operation
Seamless oil tube
This is the conventional oil tube need welding; perhaps leak oil after years working
Stainless steel seamless oil tube
No need welding and no oil leak
Aluminum billet front loading/short stroke
Better billet centering positioning which is more suitable for very highly precise tube extrusion. This loading method need very perfect shape billet cut by hot saw or pre-cut before heating. Most apply in big extrusion press more than 5000T
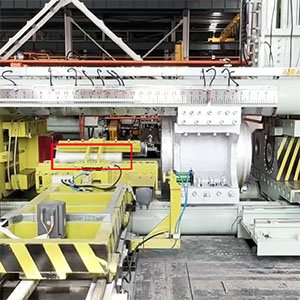
Aluminum billet back loading/short stroke
Can apply in most extrusion situation. Billet can be cut by hot shear, easy to load inside the container and not easy to get scratched by container mouth edge

